ShineRay specializes in the development and integration of industrial automation and intelligent systems, providing efficient and reliable end-to-end solutions for handling powder and granular materials. Designed to meet the diverse needs of bulk-solids processing, our six core system modules work in seamless coordination to support key operations such as conveying, blending, dosing, environmental control, and material loading and unloading. These solutions empower enterprises to reduce costs, enhance productivity, and advance sustainable, eco-friendly production.
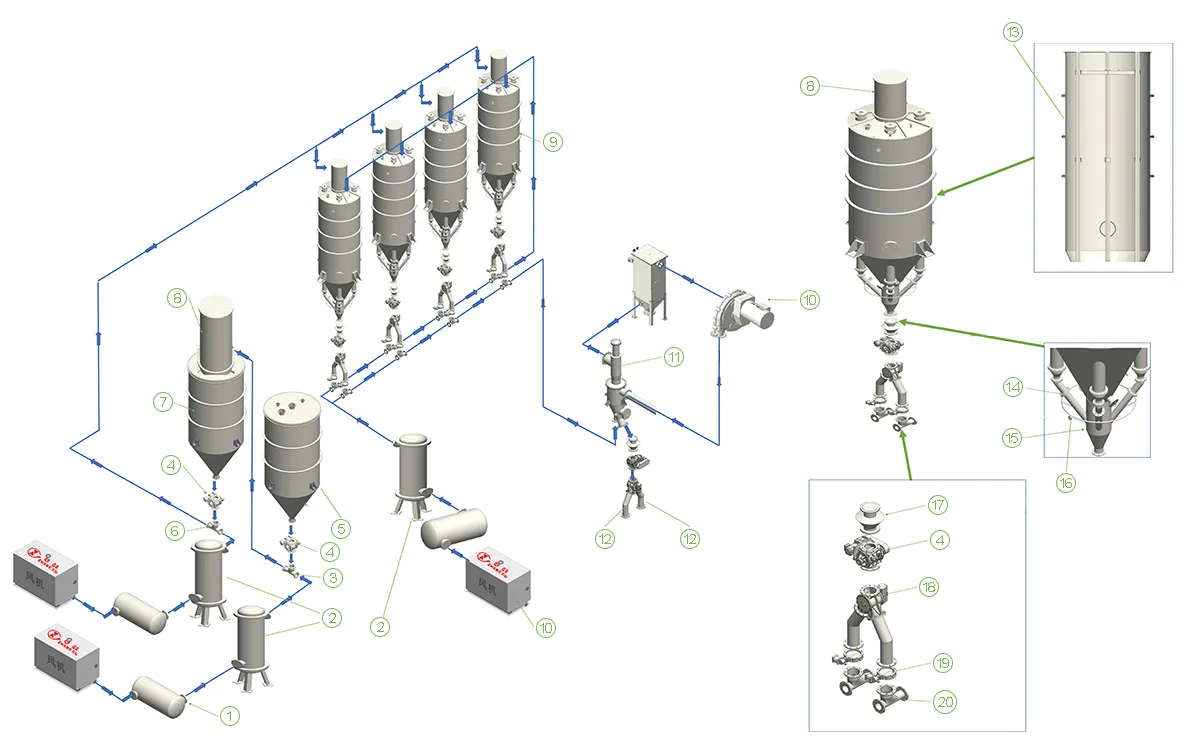

The pneumatic conveying system uses compressed gas as the transport medium to move dry powders, granules, or small bulk-solids through a sealed pipeline. This enclosed method ensures clean, dust-free material transfer while minimizing energy consumption and eliminating leakage. Tailored to specific material properties such as bulk density and flowability, the conveying system allows for customized pipeline configurations and power setups, making it suitable for complex industrial environments and demanding processing conditions.

The blender features multiple discharge pipes positioned at various heights inside the vessel, allowing materials to flow out simultaneously under the influence of gravity. This innovative design enables mechanical-free, gravity-driven blending, eliminating the need for additional power consumption. The system supports both batch and continuous production modes and is equipped with intelligent control algorithms to ensure precision. Suitable for both powders and granules, the blender achieves a mixing uniformity of over 95%, meeting the stringent formulation requirements of industries such as chemicals, food processing, and new energy.

The weighing and dosing system integrates high-precision sensors with a closed-loop control module to deliver accurate measurement across feeding, batching, and filling processes. Featuring automatic error compensation, it achieves a static accuracy of ±0.1% and dynamic accuracy of ±0.3%, ensuring compliance with strict international standards such as ISO and GMP. The solution is ideal for applications requiring consistent dosing precision and process reliability.

For facilities with airborne dust or potential powder leakage, ShineRay implements negative-pressure dust extraction at every emission point to ensure effective capture. Collected dust is directed through a branched pipeline into a centralized filtration system. With a collection efficiency exceeding 99.9%, the system supports explosion-proof configurations and maintains emissions below 10 mg/m³, safeguarding workplace safety and meeting strict environmental compliance standards.

The automatic bag unloading system is a key equipment for achieving raw material handling automation in modern industrial production. It efficiently completes the full process, from bag loading and positioning to splitting, emptying, dust control, and disposal of empty bags through a fully mechanized operation. This system is essential for the safe, clean, and efficient processing of powders and granular materials. Compatible with standard 25–50 kg bags, it offers a processing capacity of up to 300 bags per hour, significantly reducing manual labor and operational costs.

Engineered for high-capacity bulk-solids unloading, this container discharging system is equipped with pneumatic conveyors and a hydraulic lifting mechanism to enable fast, efficient discharge from containers or tank trucks. It supports unloading capacities of 50–200 tons per hour, with a material residue rate of less than 0.3%. The system significantly improves logistics turnaround efficiency while ensuring thorough material transfer and minimal waste.
Driven by technological innovation, we deliver one-stop services from system design and equipment manufacturing to installation and commissioning, empowering businesses to build safe, efficient, and sustainable smart factories.
Get in touch to talk about how we can support your production goals.